Firstly, I remade the arm pose, tipping the woman's head back to improve the angle of the face and prevent the arm support material from falling across it.


This smaller version was printed on a delta printer in red PLA and showed that the model was printable although the underside of the arms is still very ragged following removal of the support material.
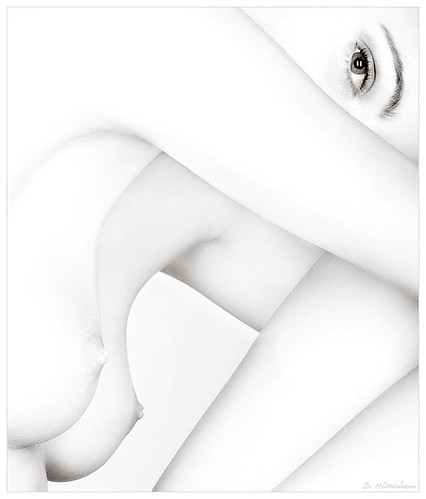
At this point I decided to change the arm position again, opting for a more vertical configuration that would hopefully avoid the need for any support material.

Once again I decided to shortcut the process of making the model printable by using Project Miller to re-skin the mesh. Unfortunately, the model still had some errors which resulted in malformed Gcode when I tried to slice it with Slic3r and Kisslicer. This time I found that the new version of Cura (I'm using 13.12) offered some very useful advanced options including Combine Everything (Type B) under the Expert settings. The Gcode looked very good in Repetier Host so I set off the 12 hour print and this time I finally managed to produce a model that does justice to the sculpture I had planned.
Here's a timelapse video made inside the printer using Octoprint.
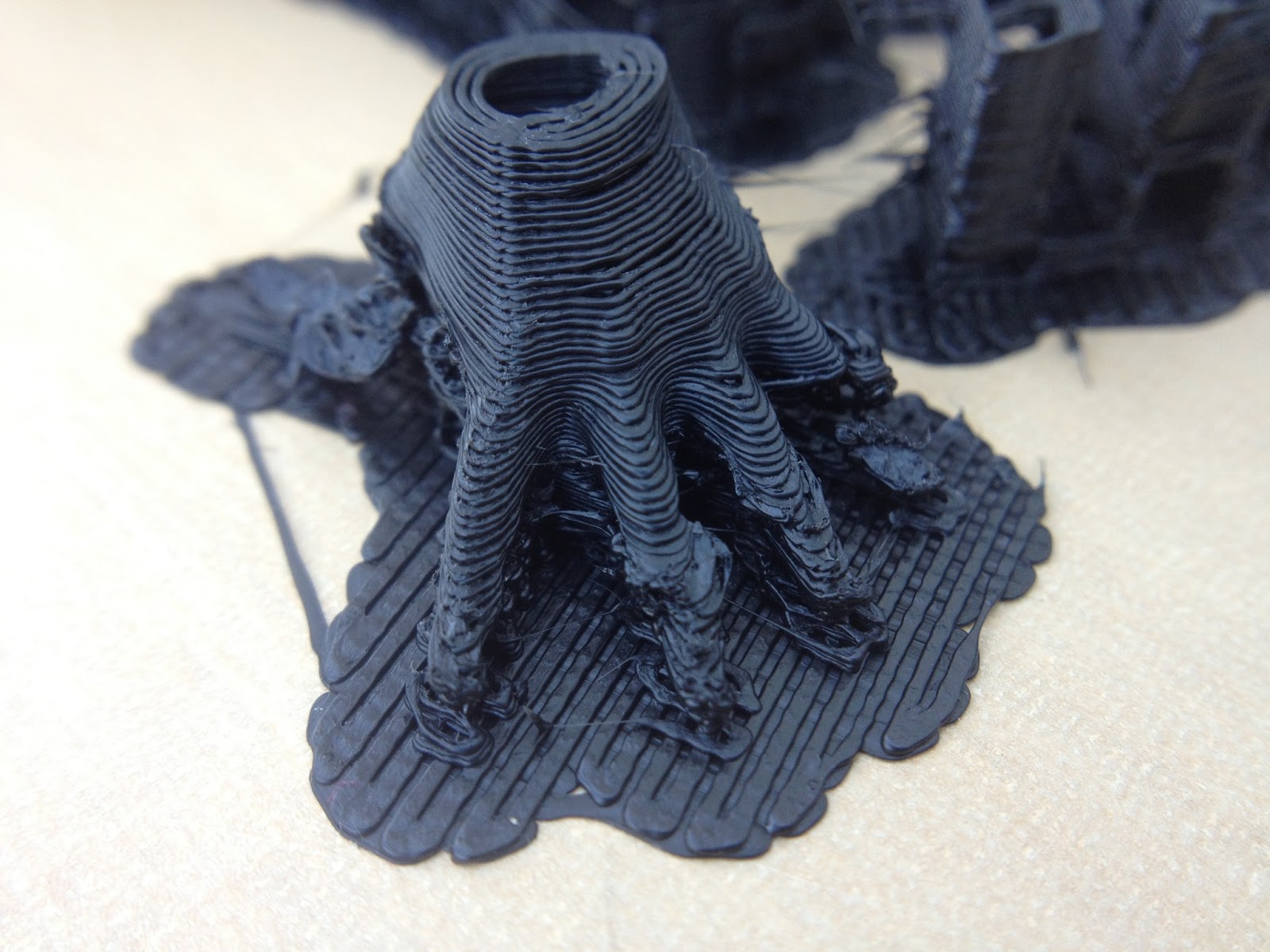
Some detail shots taken before the smoothing process.






And after smoothing in acetone vapour to remove the print lines and support blemishes.

One more video of the finished product.